
中学校技術/材料と加工に関する技術を利用した製作品の設計・製作
学生の読者のかたが、加工作業を行う場合は、安全のため、教員などの指導者に確認をしてください。教員などに、作業内容の妥当性や、作業手順の妥当性を確認するようにお願いします。ウィキブックスには免責事項があり、本書は、作業手順の安全性を保証しません。ページ末尾などにある免責事項へのリンクから、免責事項を、お読みください。
*この記事はあくまで参考なので、読者のもとに教科書があればそちらを参考にしてください。
製図
[編集]構想図
[編集]-
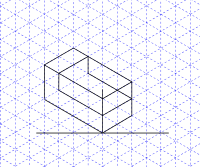
 等角図。3軸がそれぞれ等しい縮尺率で描写される。
等角図。3軸がそれぞれ等しい縮尺率で描写される。 -
 キャビネット図。正面図の各辺だけが等しく縮小されている。
キャビネット図。正面図の各辺だけが等しく縮小されている。


作りたい工作物の形を図示した図を構想図(こうそうず)という。 構想図に適した図法には、等角図(とうかくず)、キャビネット図(キャビネットず)がある。
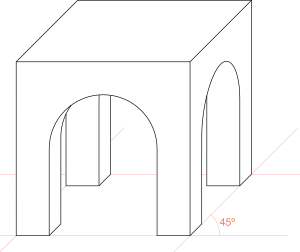
キャビネット図
[編集]
キャビネット図では奥行きの方向は、水平線に対して斜め45度の方向に傾けて右斜め上に描き、奥行きの長さは2分の1に縮めて書く。 キャビネット図の正面に決めた方向は、実物と同じ形に書く。
- キャビネット図の描き方の説明図
-
 目的の図の例。
目的の図の例。

-
 1. まず、正面図を描く。
1. まず、正面図を描く。 -
 2. 斜め45°の方向に、奥行きの線を描く。
2. 斜め45°の方向に、奥行きの線を描く。 -
 3. 奥行きの長さを、2分の1の比率にして描く。
3. 奥行きの長さを、2分の1の比率にして描く。 -
 4. 不要な線を消す。
4. 不要な線を消す。




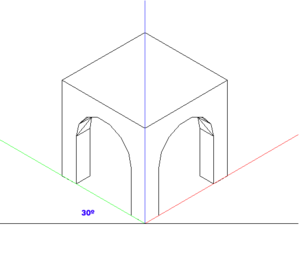
等角図
[編集]等角図では、手前側の2面が水平線に対して30度の傾きになる。

- 等角図の描き方の説明図
-
 目的の図の例。
目的の図の例。

-
 1. まず、30度の斜線と垂直線を描く。
1. まず、30度の斜線と垂直線を描く。 -
 2. 高さ・幅・奥行きを描く。
2. 高さ・幅・奥行きを描く。 -
 3. 立体の外形を描きこんでゆく。
3. 立体の外形を描きこんでゆく。 -
 4. 不要な線を消す。
4. 不要な線を消す。




第三角法
[編集]
製作図には、原則的に 第三角法(だいさんかくほう) という図法を用いる。 製作図には寸法を記入する。 工作物が複数の部品から成り立っている場合は、部品図を書く。

- 第三角法の描き方の説明図
-
 1. 正面図の基準となる線を描く。この基準は、側面図と平面図の基準にもなるので、長めに描いておく。
1. 正面図の基準となる線を描く。この基準は、側面図と平面図の基準にもなるので、長めに描いておく。 -
 2. まず、正面図に必要な線を描きこんでいく。
2. まず、正面図に必要な線を描きこんでいく。 -
 3. 正面図から、適切な距離を離して側面図または平面図を描く。側面図または平面図の、正面図から離す距離は同じであるので、コンパスで移動する。
3. 正面図から、適切な距離を離して側面図または平面図を描く。側面図または平面図の、正面図から離す距離は同じであるので、コンパスで移動する。 -
 4. 側面図を描き始める、または平面図を描き始める。例では側面図から描き始めた。
4. 側面図を描き始める、または平面図を描き始める。例では側面図から描き始めた。 -
 5. 例の場合、コンパスで、側面図の寸法のうち、平面図に相当する部分を移す。そして、平面図を描きこんでいく。
5. 例の場合、コンパスで、側面図の寸法のうち、平面図に相当する部分を移す。そして、平面図を描きこんでいく。 -
 6. 不要な線を消して完成。
6. 不要な線を消して完成。






-
 第三角法の説明。下から見た映像は下に投影される。左から見た映像は左側に投影される。
第三角法の説明。下から見た映像は下に投影される。左から見た映像は左側に投影される。 -
 第三角法の説明。
第三角法の説明。 -
 第三角法の説明。右から見た映像は右に書かれる。左から見た映像は左側に書かれる。
第三角法の説明。右から見た映像は右に書かれる。左から見た映像は左側に書かれる。




図面の書き方には、国が定めた日本産業規格(「にほん さんぎょう きかく」。英訳を略して「JIS規格」ともいう。)という工業のために設けた共通のルールがあるので、図面は日本産業規格にしたがって書く。(※ 範囲外: かつて「日本工業規格」と呼ばれていたが、2019年に名称が変更して「日本産業規格」に変わった。英語名称はそのまま JIS のまま。)
第三角法で書かれた各面の図のうち、正面から見た図を 正面図(しょうめんず) という。側面から見た図を 側面図(そくめんず) という。右側から見た側面図を右側面図といい、左側から見た側面図は左側面図という。
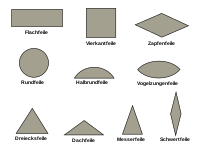
製図で用いる線の種類
[編集]
- 外形線
実線(じっせん)に分類され、外形線は、つながった太線で書く。破線や曲線などでは書かない。
- 寸法線
実線に分類され、寸法線はつながった細線(さいせん、ほそせん)で書く。
寸法の数値は、ミリメートル単位で書き、数値だけを記入する。寸法値は、矢印の上に書く。
- 引出線(ひきだしせん)
実線に分類され、引出線はつながった細線で書く。
- かくれ線
見えない部分は破線(はせん、やぶれせん)で書く。破線とは「-----」、← こういう線。
- 中心線
円孔の中心などの、中心は、一点鎖線で書く。
一点鎖線とは「― - ― - ― - ― -」、← こういう線である。
円孔を書く場合の図面での指示は、一般に、円の中心の位置を指示する。そして寸法を寸法線や引き出し線で寸法指示する。そう書くほうが、加工の際に、ドリルなどの工具を合わせる位置を決定しやすい。穴の寸法が書いてあるので、ドリルなどの切削工具の径を決定しやすい。
- 線の種類
-
 太い実線
太い実線 -
 細い実線
細い実線 -
 破線
破線 -
 細い一点鎖線
細い一点鎖線 -
 太い一点鎖線
太い一点鎖線
- 寸法の書き方。
- 寸法値は、矢印の上に書く。
- 寸法の数値は、ミリメートル単位で書き、数値だけを記入する。例えば25mmの辺は「25」と書かれる。

図中の「40」は40mmのこと。図中の「20」は20mmのこと。図中の「10」は10mmのこと。寸法は、基準にした線から取る、または基準にした面から取る。なので、この図では、物体の左下が基準になってる事が分かる。
物体の右上の寸法は書いていない理由は、物体の左側の寸法20mmと右下の寸法10mmが分かれば、残りの右上の寸法10mmは分かるので、ほかの寸法から分かる残りの寸法を書いてはいけない。どうしても残りの寸法の10mmを書く注記する必要がある場合には、 「(10)」 のように丸カッコをつけて残りの寸法を書く。丸カッコもつけずに、のこりの寸法を、そのまま書いてしまうと、どこが基準線・基準面だか、分からなくなってしまうので、残りの寸法をそのままでは書かないのである。
- 寸法補助記号
- 直径を表す場合は「φ」(ギリシャ文字のファイの小文字であり、「ファイ」と読む。「パイ」とは読まない。)を数字の前に付ける。例えば、直径10mmに穴の寸法は、「φ10」と書かれる。「ファイ」とよむ代わりに日本語読みで「マル」と読む場合もある。
-
 φ10で直径10mmの穴を表す。貫通してるとは限らない。
φ10で直径10mmの穴を表す。貫通してるとは限らない。 -
 φ10つまり直径10mmで、かつ深さ20mm以上の穴の断面の例。
φ10つまり直径10mmで、かつ深さ20mm以上の穴の断面の例。


- 円弧の半径は「R」が寸法値の前につく。例えば、半径8mmの円弧なら「R8」と書かれる。Rの読みは「アール」。
- 面取り(めんとり)とは角を削り落とすことである。面取り量にはCがつく。大文字のCで書く。例えば角部などを0.2mmの面取りをするときは、「C 0.2」と書く。Cの読みは「シー」。
- 板厚など、厚さは、tが補助記号である。例えば、厚さ1.0mmの板金を用いるなら、「t 1.0」と書く。tの読みは「ティー」。
- 正方形の辺は□で表す。読みは「カク」。例えば1辺が30mmの正方形は「□30」と書く。
寸法値を決定する際は、なるべく切りの良い数字のほうが、規格品を利用しやすくて、都合がいい場合が多い。たとえば、構想段階で、構想品のある部分に必要な寸法値が4.8mm~5.1mmだとしたら、寸法を5mmに決定すると、きりが良く、規格品を利用しやすくて、都合がいい。
また、精度の問題で、0.1mmや0.01mm単位などの、細かい精度は、加工が難しいので、なるべく整数の寸法にするほうが良い。 加工を業者に注文する場合、細かい加工精度が多いと、そのぶん、価格が上がる。
面取りは、けがを防ぐためにも必要である[1]。
面取りのさいに、45度に削り落とす面取りのことを「C面取り」と言う。(※ 範囲外)他にも角部を丸くする「R面取り」というのもある。
C面取りがラクなので、特別な理由が無い限りは、面取りはC面取りで行うのが良いだろう。
(※ 範囲外)けがを防止する目的で、特に削り量を指定することなく、やすりなどで最低限の面取りするさい「糸面取り」(いとめんとり)という指示を使うことがある。図面では「指示なき角部は糸面取りのこと。」という文言がよく使われる。金属材料の場合、「糸面取り」の削り量は C0.2 ていどである[2]。ただし、木材の場合は、もっと大きい削り量になるかもしれない。このように、「糸面取り」は業界や会社によって程度が違うので、それを踏まえた上で使う指示する必要がある。
- 図面の右下に書く情報
図のような製品名や設計者などの情報を、別枠で囲い、図面の右下に書く。(テンプレート枠の大きさや、記述の順序は、会社によって異なる。画像は参考ていどに。)

最低限、テンプレートなどを用いて、図面に記載するべき情報は、
- 製品名。
- 設計者の氏名。(製図者と設計者は、異なる場合がある。)
- 製図者の氏名。
- 投影法。たとえば「第三角法」や「三角法」などと記述する。
- 縮尺などの尺度。例えば5分の1の縮尺なら、「1:5」とか「1/5」と書く。
- 製図を完了し、完成品として発表した年月日。
- 検印や承認印を押すための欄。会社では、責任者の検印を貰ってある図面のみが、正式な図面として認められる。学校などでも、たとえ検印を使わなくても、本来はテンプレートには検印欄を用意しておくべきだろう。
- 材質。金属なら鉄なのか銅なのか、具体的に書く。
- 版。第何版かを示す。初版の場合は、初版とか、第1版とか、ともかく、版が分かるように書く。「レビジョン」ともいう。訂正版を出す場合は、版が上がり、第2版になり、さらに訂正版を出すと第3版というふうに版が上がっていく。
最低限、以上の情報が、図面に必要である。
会社での図面の場合には、さらに会社名の情報を入れる必要がある。社内だけで部品が完成するとは限らず、複数の会社が製造に関わる場合もある。会社では、用意されている図面のテンプレートには、あらかじめ社名の欄が用意され既に社名が記述済みの事が多い。
-
 右下に枠がある。
右下に枠がある。 -
 製品名などの情報の枠は、右下の位置。画像は、影になっていて見えづらいですが、ご容赦ください。
製品名などの情報の枠は、右下の位置。画像は、影になっていて見えづらいですが、ご容赦ください。


- ノウハウ
- 承認印の欄が右下の表題欄にあり、その承認印を確認することで、たとえば、誤って未完成の構想図が、完成図面として出回ったりすることを防げる仕組いになっている。
- 製品名の決定では、特に規則は無いが、できれば、なるべく製品の機能が名前からも分かるように命名するのが良い。
たとえば本立てを設計するなら、製品名を「本立て」とか「本いれ」とかみたいに機能が分かるように命名したほうが、設計者や加工者や部材の発注者などにとって分かりやすくて都合がいいことが多い。 - 図面の訂正版を出す場合は、どこを訂正したかを分かるように書く。
たとえば、寸法値をまちがえて、本来は25mmにしたい寸法を、間違って、「17」と書いたとしたら、17は一本線や二本線などで上書きして、近くの余白に正しい寸法の「25」を併記する。 間違った寸法を、けっして、塗りつぶさないようにする。また、修正液などで、間違った寸法を消してはいけない。
なお、会社では、手書きで寸法を訂正をする場合は、その数値の近くなどに訂正印(ていせいいん)を押す。訂正印は承認印とは別である。
図面の訂正では、訂正用の製図記号がある。
-
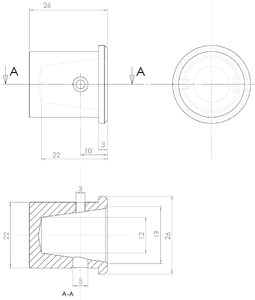
 めねじ穴の例。断面図。
めねじ穴の例。断面図。 -
 めねじ穴の例。
めねじ穴の例。


-
 例。
例。 -
 断面図を示すときの要領。
断面図を示すときの要領。



- 寸法を書くときは、基準線や基準面からの寸法を意識して、その基準からの寸法線を描くようにするとよい。じっさいの制作作業では、加工寸法を測る時に、かならず基準の線や面がある。
- 図面を描くときは、じっさいに加工ができるように、寸法などを決めて、設計する。実際に、組み立てられるように、図面を描く。検討段階でのラフ画などは、あまり、こまかい加工や組み立てまで考える必要はないが、最終的に図面を仕上げるときは、きちんと加工法や組み立て方を考えて、寸法などを決める。
もし、図面をかいて、材料を手配したあとに、その図面では「加工が出来ない構造だった。」「組み立てが、出来ない構造だった。」ということが分かると、せっかくの材料や手間を、無駄にしてしまう。なので、図面を描く段階で、きちんと加工法や組み立て方を考える必要がある。
企業では、こういった事情もあるので、もし加工や組み立ての知識がまったく無いと、図面を描く仕事には、つかせてもらえないことすらもある。
縮尺について、
[編集]- 実物よりも、図面上の長さが小さくなるように書く場合の尺度を縮尺(しゅくしゃく)という。
- 実物の長さと図面上の長さが同じ場合を現尺(げんしゃく)という。
- 実物の長さより、図面上の長さが大きくなるように書く場合の尺度を倍尺(ばいしゃく)という。
推奨される尺度には、縮尺の場合は、2分の1や、5分の1や10分の1などがある。2分の1の尺度を、1:2と表す。同様に5分の1を1:5と表し、10分の1を1:10と表す。
現尺の尺度は、1:1である
倍尺には、推奨される尺度があり、なるべく2倍や5倍や10倍で書く。2倍は2:1と書く。5倍を5:1と書く。10倍を10:1と表す。

部品表
[編集]製作に必要な部品の一覧を表にしたものを 部品表(ぶひんひょう、Bills of materials、BOM) といいます。
部品表には番号、部品名、材質、寸法(外形の大きさ)、数量を書きます。番号は、設計者が部品ごとにつけます。番号を付けるさいには、なるべく大きな部品から順に1番、2番と番をつけると良いかもしれません。ネジやクギなどを購入したままそれ自体は加工せず、そのまま部品に使う場合は、ネジやクギには部品番号をつけない場合もあります。 部品の寸法は、板材の場合は、 厚さ×幅×長さ を書きます。ネジを用いる場合は、呼び径と長さが分かるように部品表に書いてください。
| 部品番号 | 品名 | 材料 | 仕上がり寸法 | 数量 |
|---|---|---|---|---|
| 1 | 側板 | ヒノキ | 10×200×300 | 2 |
| 2 | 底板 | ヒノキ | 10×200×300 | 1 |
| 3 | 背板 | ヒノキ | 10×300×300 | 1 |
| その他 | 鉄くぎ(N25)×12本、接着剤(木工ボンド)。 | |||
例の部品表の場合、側板と底板は寸法や材質が同じですが、結果的に同じ寸法になる場合でも、機能が異なる部品の場合は、部品ごとに部品番号を割り振り別の部品とするのが一般的です。機能ごとに別部品とすることで、もし後日に設計変更などをすることが決まっても、たとえば底板の厚さを今の10mmから15mmに変更したい場合があっても、底板の部品欄だけを訂正すれば良く、側板の部品欄には影響がしません。
部品名の命名は設計者が行います。なるべく、その部品の機能がわかるように命名すると良いかもしれません。たとえば、製品として本立てを作る場合は、底板につかう部品の部品名は、そのまま「底板」と命名してもいいかもしれません。 このとき部品の材質がヒノキの板だからといって、部品名を「ヒノキ板1」とかにすると、もし、あとで材質をスギに変更する必要が生じた場合に、部品名を考えなおすことになってしまいます。
部品表の、一番、上の行には(※ 行というのは表の横方向の並びのこと。)、「部品番号」、「品名」、「材料」、「仕上がり寸法」、「数量」などの項目名を書きます。部品の数が多く、部品表が数ページに渡る場合は、各ページの始めの行に「部品番号」、「品名」、「材料」、「仕上がり寸法」、「数量」の項目名を書くことで、読者が前のページを読み返さなくても済むようにするのが一般的です。
部品の注文は、部品表をもとにして、購買(こうばい)担当者が材料を注文するので、注文者が読んで分かるように部品表を書きます。値段などは部品表には書きません。値段は市場動向で価格が変わりますし、購買担当者が調べるなどの理由で、図面には材料の値段は調べません。
会社などでは、必要に応じて、購入部品の部品表である購入部品表(こうにゅう ぶひんひょう)と、購入部品をもとに自分たちで手作りする製作部品の製作部品表(せいさくぶふんひょう)を分けて表にする場合があります。 もし購入部品表と製作部品表とを作る場合は、番号がかぶらないように工夫してください。工夫として、例えば購入部品には番号を「K1」、「K2」、「K3」・・・として、製作部品は番号を「S1」「S2」「S3」・・・みたいにするなどして、とにかく番号が重ならないようにします。 番号を付ける場合は、なるべく数字やアルファベットのみで番号をつけると、コンピュータで整理しやすくなります。
部品表に書く部品は、板などの大きな部品だけではなく、ネジやクギなども部品で用いる場合は部品に書きます。
製品に接着剤や塗料が使われている場合、自分たちで接着や塗装を行う場合は、それらも部品表に書きます。
部品を切断するためのノコギリやハサミなどの工具は、部品表には書きません。部品表には、その製品を作るときに、必ず消耗して減るものを書きます。
接合方法
[編集]- 木材の接合
- くぎ(釘)
- 1.くぎの長さは、板の厚さの2.5倍~3倍が標準。
「きり」で下穴を空ける。下穴の深さは、くぎの2分の1~3分の2まで。
- 2.接着剤を用いる場合は、釘を打つ前に、先に接着剤を塗り、接着剤で接合しておく。接合部からはみ出た接着剤は、布などで拭き取る。
- 3.クランプなどを用いて、木材を固定する。
4.最後に、くぎを打つ。釘打ち用のハンマーの種類には、木工の場合は、「げんのう」を用いて打つ。ハンマーには多くの種類があり、用途によって適した種類が異なる。げんのうはハンマーの金属部分の片方が平らな面であり、もういっぽうが、やや膨らんだ曲面になっている。
釘打ちの最初は、げんのうの平らな面で打ち、終わりのほうでは、げんのうの曲面で打つ。 曲面で打つのは、製品を傷つけないようにするため。
-
 くぎ
くぎ -
 くぎぬき。失敗などをして、くぎを抜くときに釘抜きを使う。
くぎぬき。失敗などをして、くぎを抜くときに釘抜きを使う。


- ねじ

- 木ねじ(もくねじ)を用いる場合
- 1. ナットなど用いずにねじ先端を木材に埋め込む場合は、先端部がとがった木ねじ(もくねじ)を用いる。ねじの長さは、板厚の2.5倍よりも、やや短いものを用いる。
- 2. 三つ目ぎりで、下穴をあける。下穴の深さは、ねじの長さの3分の2までにする。
- 3. 菊座ぎり(きく ざぎり)で、ねじ頭がはまる部分を面取りする。ねじ頭は木材からハミ出さずに埋まるようにする。
- 4. ねじ回し(ドライバという。)を用意する。ねじ頭のみぞの大きさにあったねじ回し(ドライバ)を用い、また、ネジ頭の溝の形にあったねじ回しを用いる。
ねじ頭の溝のかたちが「+」(プラス)なら、ねじ回しもプラスの形状のドライバを用いる。(プラスドライバという。)
ねじ頭の溝のかたちが「―」(マイナス)なら、ねじ回しもマイナスの形状のものを用いる。(マイナスドライバという。)
- 5.ねじを回して、ねじをしめ込む。一般的なねじでは、右に回すと、しめこまれる。
-
 ねじ頭の溝の種類は、このようにさまざまな種類が有るので、ドライバには適した形と大きさの物を用いる。
ねじ頭の溝の種類は、このようにさまざまな種類が有るので、ドライバには適した形と大きさの物を用いる。 -
 プラスドライバの先端(画像を見て左側の「+」。)と、マイナスドライバ(画像を見て右側の「―」。)の先端。
プラスドライバの先端(画像を見て左側の「+」。)と、マイナスドライバ(画像を見て右側の「―」。)の先端。


- マイナスドライバの例

ねじ切り
[編集]



棒材からねじを作るための工具として、タップやダイスという工具がある。 ダイス(dice, dyce 他)がおねじを削りだす工具であり、タップ(tap)がめねじを削り出す工具である。
タップは折れやすいので、注意すること。
もし加工の途中にタップが折損すると、工作物の中に折れたタップが残ってしまい、工作物とタップを使えなくしてしまう。
ダイス回しには、ダイス固定用ねじがある。
- おねじの切り方
ダイスを用いる。削る棒材の先端は、あらかじめ面取りをして角を削っておく。
- まず、材料の棒材を万力に固定し、棒の部分が垂直に出るように固定する。
- ダイスを取り付けるときは、刻印面が見えるように、水平に取り付ける。
- ダイスを水平のまま、右に回すとねじが削られ始める。


- 注意
ダイスで削るときは、ダイスを水平にしたまま削る。もし斜めになったら、逆回転させて、無理なく水平に戻せるまで逆回転してから水平に戻す。
- ダイスがまわりづらくなったら、逆回転をしてダイスを戻す。逆回転して切りくずを出す。ときどき切削油を加えながら、ゆっくりと右に回して削る。
- めねじの切り方
タップを用いる。
- まず、めねじを作りたい材料にドリルなどで下穴をあける。下穴は、まっすぐあける。下穴が斜めだと、修正は不可能に成る。
- 万力で、下穴が開いた材料を、下穴の方向が万力に対して垂直になるように固定する。
- タップ回しにタップを取り付ける。
- タップを下穴にまっすぐ当てて、ゆっくりと右に回して削り始める。
- 注意
タップで削るときは、タップを垂直にしたまま削る。もし斜めになってしまったら、まず先に逆回転させて戻す必要があり、無理なく垂直に戻せるまで逆回転してから垂直に戻す。
- タップがまわりづらくなったら、逆回転をしてタップを戻す。逆回転して切りくずを出す。ときどき切削油を加えながら、ゆっくりと右に回して削る。
- めねじの下穴径。メートル並目ねじの下穴径。
目安は以下のとおり。
- M2ねじ、下穴径 1.6
- M3ねじ、下穴径 2.5
- M4ねじ、下穴径 3.3
- M5、下穴径 4.2
- M6、下穴径 5.0
- M8、下穴径 6.8
- M10、下穴径 8.5
- M12、下穴径 10.3
M2やM3などのMは、ねじの種類を表し、メートルねじを表している。M2やM3などの2や3といった数字は、ねじの直径を表している。 ねじの径は、おねじの場合は外径で、めねじの場合は、谷の径である。 中学レベルを超えるが、ねじの規格にはメートル系ねじ以外にも多くの規格がある。たとえば「インチねじ」や「ユニファイねじ」や「管用ねじ」など、他にも多くの規格や種類がある。
リベット接合
[編集]リベット(英: rivet)とは、2枚以上の板を接合するときに、板に開けた穴(「リベット穴」という。)にリベットをとおしてから、リベット先端をハンマで叩いて広げることで抜けないように固定する、締結(ていけつ)のための道具である。

-
 リベット先端を、ハンマで広げる前のリベットの概略図
リベット先端を、ハンマで広げる前のリベットの概略図 -
 リベット先端を、ハンマで広げた後のリベットの概略図
リベット先端を、ハンマで広げた後のリベットの概略図 -
 リベット(丸頭)
リベット(丸頭)




リベットを叩くときは、まずハンマの平らな面で叩き、終わりのほうの仕上げではハンマの丸いほうで叩く。
頭部の形状による分類では、
- 丸頭 - 半球形
- 平頭 - 円盤状
- 皿頭(沈頭鋲)- 表面側が平で根元が円錐形
はんだづけ
[編集]- 接合の順序
- まず、接合する部材の表面の油やサビや汚れを拭き取る。
- 接合する部分に、はんだ用のフラックスという融剤(ゆうざい)を塗る(ぬる)。フラックスを塗る理由は、あとで溶かすハンダを流れやすくするためなど。
- 高温に関する注意
はんだごては熱くなるので、取り扱いには注意する。(やけどや火災などに注意。)コテを置くには、専用の「こて台」を用意する。こて台がない場合は、ハンダを使わないべきである。こて台の準備は、はんだを通電する前に、事前に行うべきである。 はんだごては、しばらく使わない時は、安全のため、電源を抜き、電源を切るべきである。電源を抜いても、しばらくの間は熱いので、注意する。
- 材料の注意
過去にハンダの材料として多く使われた材料の鉛(なまり)は、人体に有害であり、環境問題にもなる。現在では、鉛を用いない、害の少ないハンダが開発されている。鉛を用いないハンダを 鉛フリーはんだ(なまりフリーはんだ) と言う、あるいは 無鉛はんだ(むえん はんだ) などという。 はんだには、なるべく無鉛はんだを用いるべきである。
接着剤による接合
[編集]接着剤の製品の説明書などにある使用上の注意を、確認してから接着剤を使ってください。
- 注意。 作業中および作業後は、換気をすること。
接着する材料によって適した接着剤の種類が異なる。接着剤を用いる場合は、部屋の換気を行う。換気は、接着の作業中は換気をするべきだし、作業後の接着剤のかたまりきるまでのしばらくの間も、換気を続けること。特に、接着剤が揮発性の成分を含む場合には、きちんと換気を行う。 場所が、換気が行えない施設の場合は、そもそも接着作業を行うべきではない。
- 注意。 接着剤が目に入らないように注意のこと。
もし目に入ったら、すぐに指導教員などに連絡してください。応急処置の仕方は、製品にもよるが一般的には、大量の水で洗い流す。接着剤を開封するときなどに、液が飛び出す場合などがある。
接着剤が手についたら、あとえ、きちんと水で洗ってください。
接着剤を容器から取り出し終わったら、フタを閉める。閉めないと接着剤が内部で固まってしまう。
- 木材どうしの接着
- 酢酸ビニル :いわゆる木工用ボンドであり、白色の接着剤である。
- エポキシ系 :硬化剤を混ぜると化学反応して固まる性質がある。あらかじめ硬化剤が配合されている場合もあり、その場合は、空気に触れると反応が始まるようになっていたりする。
木材の接着をする場合は、クランプやはたがねを用いて、木材を固定する。
- そのたの材料の接着
- エポキシ系 :硬化剤を混ぜると化学反応して固まる性質がある。あらかじめ硬化剤が配合されている場合もあり、その場合は、空気に触れると反応が始まるようになっていたりする。
(参考:エポキシ樹脂を主成分とする。エポキシ樹脂とは、組成は種々のものがあるが、最も代表的なものはビスフェノールAとエピクロルヒドリンの共重合体である。また硬化剤としては種々のポリアミンや酸無水物が使用される。エポキシ樹脂の成分や組成については、中学の技術科では、まだ覚えなくて良い。) - 合成ゴム系 :合成ゴムを作る際の化学反応を応用し、接着剤として応用したもの。さまざまな種類がある。使用上の注意などは、接着剤の取扱説明書を、お読みください。
- シアノアクリレート系 :いわゆる瞬間接着剤である。接着力が、かなり強いので、皮膚への付着などに注意する。接着の原理は、接着剤が空気中の湿気と化学反応して硬化する仕組みである。
(参考:成分は、2-シアノアクリル酸エステルモノマーを主成分とする接着剤である。シアノアクリレートの成分については、中学の技術科では、まだ覚えなくて良い。)
- エポキシ系 :硬化剤を混ぜると化学反応して固まる性質がある。あらかじめ硬化剤が配合されている場合もあり、その場合は、空気に触れると反応が始まるようになっていたりする。
その他の接合
[編集]うすい金属板の板金(ばんきん、sheet metal)どうしの接合では、板金をおったり曲げたりする「まきしめ」(巻き締め)や「はぜ組み」(はぜくみ)で接合することもある。
たとえば、缶ジュース・缶詰などの、缶のフタと側面との、つけねの部分に、まきしめが用いられていることがある。
塗装
[編集]- 注意。 作業中および作業後は、換気をすること。
保健体育などでシンナーの人体の害について習うように、揮発性の成分は人体に害があるので、換気をおこなう。換気を行う。場所が、換気が行えない施設の場合は、そもそも塗装作業を行うべきではない。
- 注意。 塗料には引火性があるものもある。火気(かき)は厳禁(げんきん)である。
塗料を容器から取り出し終わったら、フタを閉める。閉めないと塗料が内部で固まってしまう。
- 木材への塗装
- 必要に応じて、塗装したい面を、研磨紙(いわゆる「紙ヤスリ」)で磨く 素地磨き(そじみがき) をする。研磨紙は番号が大きいほど目が細かい。
- 木材への塗料のつけかたは、「はけ」(刷毛)を用いた はけ塗り(はけぬり) が一般である。
- 金属への塗装
- 必要に応じて、塗装したい面を、研磨紙(いわゆる「紙ヤスリ」)で磨く 素地磨き(そじみがき) をする。研磨紙は番号が大きいほど目が細かい。
- 塗装したい面を、洗浄用のアルコールなどを染み込ませた布や紙などで拭き、洗浄する。皮脂などの油分が残っていると、塗装をはじいてしまうので、油分が残らないようにアルコールやベンゼンなどで洗浄する必要がある。
- はけ塗りの他に、スプレーを用いた 吹付け塗装(ふきつけとそう) や、 ひたし塗り(ひたしぬり) などがある。ひたし塗りとは、塗料を入れた容器の中に工作物を入れることで工作物を塗装する方法である。
けがき
[編集]木材や金属を削るときや加工するときに、鉛筆や けがき針(けがきばり、scriber) などで目印を付けることがある。このような作業を けがき(scribing) という。 目印をつけずに加工作業や切削作業をすることは、少ない。
木材のけがき
[編集]

- 予備知識
- こば
木の板の断面で、木の繊維方向と平行な断面を、 こば という。
- こぐち
木の板で、木の繊維方向と平行な断面を、 こぐち という。
木材のけがきでは、寸法をはかるには、一般に さしがね(steel square) を使う。鋼尺や直角定規を活用する場合もある。
木材に限らず、工業で加工物の寸法を測る際には、一般的に、位置の基準になる線や面を用意する。 複数箇所の寸法を測るときは、なるべく、この基準線や基準面から寸法を測る。
木材の寸法の基準では、こばを基準面とする。もしこばが平でなっかたら、かんな(hand plane)で平らにする。 かんなの使用方法や調整方法は、ふつうは学校の技術科の教科書に書いてあるし、教員も授業で解説するはずなので、学校の授業で習ってください。
なお、製図を書く際に寸法を書く際は、なるべく基準面や基準線からの寸法を製図をすると、加工の際に、計算などの手間が省けて良い。
けがきかたは、文章だけで説明するのは難しいので、学校の検定教科書などを読んでください。
金属のけがき
[編集]
金属のけがきでは、 けがき針 を用いる場合がある。
- 注意
針の先が尖って(とがって)いるので、怪我をしないように注意してください。 また、人に怪我をさせないように注意してください。 けがき針を渡すときは、針を下に向けて渡します。針は、人には向けません。
実務では、必ずしもけがき針で金属をけがきをするとは限らず、油性ペンで目印を付ける場合もあるが、本書ではけがき針をもちいた金属のけがきについて説明する。(製品が傷を嫌う場合は、けがき針以外の方法で目印をつける場合がある。なお、油性ペンの目印はアルコールなどで消せる。)
- けがき針によるけがき
けがきかたは、文章だけで説明するのは難しいので、詳しくは学校の検定教科書などを読んでください。 ここでは概略を説明します。
- まず、けがき作業をする前に、基準面や基準線を決める。
- 長さを図る物差しには鋼尺や直角定規を用いるのが一般である。

穴や円の中心をけがく時は、中心位置の交線(ふつうは交線が十字に成る)をけがいたあとに、十字のまんなかに、後の加工で必要なくぼみをつけるため、 センタポンチ(center punch) を用いる。
けがかれる工作物を水平に置き、センタポンチの先を穴や円の中心に合わせてから、ハンマでセンタポンチの尻を上から軽く、一回、たたく。 こうすると、叩かれた工作物側に、へこみができる。このへこみが、ドリルなどの案内になり、ドリル加工の精度になるので、できるかぎり正確な位置にくぼみができるようにセンタポンチの尻を打つ。
ポンチのくぼみがない場合、ドリルがうまく食い込まないだけでなく、ドリルが損傷して折れる場合もあるので、なるべくポンチでくぼみを付ける。
プラスチックのけがき
[編集]保護紙が貼ってある場合は、それの上から鉛筆でけがきする。
保護紙がない場合は、油性ペンでけがく場合もある。
切断
[編集]工具の使い方や注意点は、学校の検定教科書で確認して下さい。
木材の切断
[編集]まず、木材の切断では、直線上に大きく切るときや、直線上に切り抜くときは、両刃のこぎりを用いるのが一般である。 曲線上に切る場合には 糸のこぎり(いとのこぎり) や 糸のこ盤(いとのこばん、scroll Saw) を用いる。

- 両刃のこぎり
- 両刃のこぎりを用いて切断するときは、加工物(板など)をきっちりと固定する。万力などを必要に応じて用いる。
手で固定する場合は、手を切らないように中止すること。のこぎりの進行方向には、手をおかないように注意する。
- 加工物の切り終わりには、木材が落ちるのを防ぐため、誰かに端を持っていてもらう。


- 糸のこ
- 刃の種類が木材用と金属用とプラスチック用とで異なる。使い分ける。
- 糸のこは、刃が折れる場合があるので注意する。折れた刃が飛ぶ場合があるので、必要に応じて、保護ゴーグルを着用する。
金属の切断
[編集]- 薄い板
薄い板を切るには、 金切りばさみ(かなきりばさみ、Snips 複数形) を用いる。金属の切り口は鋭利(えいり)なので、怪我(けが)をしないように注意する。また板の縁でも怪我をする場合もあるので注意する。作業者は、保護のための手袋を着用する場合もある。
- 切断には、はさみの刃の中ほどまでを使う。刃先をつかうと、材料側に割れ目が入る。
- 切断後は、切断面を ヤスリがけ する。

- 棒材
金属の棒材をのこぎりで切る場合は、 弓のこ(ゆみのこ、hacksaw) で切断する。画像なしで説明が難しいので、学校教科書を読んでください。

- パイプカッタ
丸い管材なら、パイプカッタ(pipe cutter)でも切断できる。管のけがきは、油性ペンと鋼尺で けがく。チューブカッタ(tube cutter)とも言う。
プラスチックの切断
[編集]直線に切るときは、プラスチックカッタというプラスチック切断の専用のカッタがあるので、プラスチックカッタと鋼尺を用いる。 プラスチックカッタでは、いっぺんに切断はしない。
- まず、けがきを先に終わらせておく。
- 次に、けがき線にそって、プラスチックカッタで、プラスチックの厚みの深さの半分くらいまで、プラスチックカッタで溝をつける。まっすく溝を付けられるように鋼尺を用いる。
- 作業台の隅に溝を合わせて折ることで、切断する。
- 切断面があらいので、プラスチックカッタの背をつかって、きれいに仕上げる。
検査
[編集]
- 直角度の検査
直角度(ちょっかくど) を正確に図る場合には さしがね か、あるいは 直角定規(ちょっかく じょうぎ) を使う。直角定規は 「スコヤ」 ともいう。 直角定規の使い方は、学校教科書を参考にしてください。
やすりがけ
[編集]やすりには、目の細かいものと目の粗いものがある。目の粗いものは、一回の動作で削れる量が多いが、仕上がりが粗くなる。 目の細かいものは、一回の動作で削れる量が少ないが、仕上がりが細かくなる。仕上がりには、目の細かいものを使うことが多い。荒目(あらめ)、中目(ちゅうめ)、細目(ほそめ) などがある。
やすりの種類を、必要に応じて使い分ける。
やすりの削り方では、押すときに力を入れて削るようにする。
詳しい工具の使い方については、学校教科書を参照してください。
やすりのかけ方には、 直進法(ちょくしんほう) と 斜進法(しゃしんほう) とがある。 斜進法は荒削りに適する。直進法は仕上がりがきれいになるので、仕上げは直進法で行うのが一般である。
-
 さまざまな、やすり。
さまざまな、やすり。 -
 さまざまな、やすり。
さまざまな、やすり。 -
 やすりの目の拡大。比較のための定規が写っている。
やすりの目の拡大。比較のための定規が写っている。 -
 やすりの断面形状の種類。
やすりの断面形状の種類。




- 紙やすり

色は、必ずしも、これと同じとは限らない。
目の荒いものと、目の細かいものと、種類がある。目のあらさの度合いを 粒度(りゅうど) といい、番号が低いものほど目が荒い。
-
 さまざまな、紙やすり。
さまざまな、紙やすり。 -
 さまざまな、紙やすり。
さまざまな、紙やすり。


穴あけ
[編集]まず事前に、穴をあけられる側の工作物に けがき をしておく。穴あけのけがきのさいは、 センタポンチ でくぼみをつけておく。
穴あけでは卓上ボール盤(たくじょうボールばん、drill press)を用いるのが一般である。
- 金属を削る場合は、万力で固定する。
- 木材を削る場合はクランプで固定する。
-
 横万力(角胴形)
横万力(角胴形) -
 上段:ポニークランプ(パイプクランプ)/中段左より:F型クランプ, クイッククランプ,ウッドクランプ/下段:バネクランプ, C型クランプ,カムクランプ
上段:ポニークランプ(パイプクランプ)/中段左より:F型クランプ, クイッククランプ,ウッドクランプ/下段:バネクランプ, C型クランプ,カムクランプ

- 注意
- ドリルは、ドリルチャックで、しっかりと固定する。固定の方法は、学校教科書を読むか、担当教員に質問してください。きちんとドリルを固定しないと事故の恐れがあります。
- 安全のため、ゴーグルをしてください。
- ドリルや動作部に、顔を近づけすぎないようにしてください。
- 直径の細いドリルを用いるときなど、ドリルが折れる場合があります。ゴーグルで目を保護してください。
- 切りくずは、けっして息で吹いてはいけません。切りくずを除去する必要があるときは、いったんスイッチを切って回転を止めて、そして掃除用のハケ(小さいホウキのようなもの)で、切りくずを除去してください。
また、このようなことができるように、事前に掃除用のハケを用意してください。
- 手袋はしてはいけません。自動の回転機械を扱うときは、手袋をしないのが一般です。
- ドリルの回転を開始する場合は、ドリルを材料から離した状態で、スイッチを入れて回転を開始します。
同様にドリルの回転を止める場合も、材料から離してから、スイッチを切って、回転を止めます。 ボール盤のテーブルの高さは、このようなことができるように調整してください。テーブルの調整方法は、担当教員にお尋ねください。
- ドリルの回転中は、けっしてドリルにふれないでください。
- ドリルは、木材用と金属用とプラスチック用とで種類が異なります。

注意事項は、他にもあります。 作業を行う場合には、学校の担当教員に確認をしてください。
折り曲げ
[編集]- 金属板の折り曲げ
手作業での金属の板の折り曲げは、 折り台(おりだい) を利用する方法と、あるいは 折り曲げ機(おりまげき) を利用する方法がある。板以外の物を曲げるときは、それに適した器具を用いる。 たとえばパイプを曲げるときは、パイプベンダーなどを用いる場合もある。ほかのパイプ曲げの方法では、万力で固定して曲げる場合もある。
- 折り台
ここでは折り台の使い方を述べる。 折り台では、折り目にしたい部分を曲げ台の縁に合わせ、打ち木で打つことで曲げる。 打ち木で両端を打って曲げてから中央を曲げる。
折り曲げ機を用いる場合は、折り曲げ機の押さえ刃に、けがき線をあわせて折り曲げる。
- そのほかの方法

そのほかの方法で曲げるときは、必要に応じて万力を用いて固定する。
また専用の工具があれば、それを用いても良い。たとえばパイプや棒材を曲げるときには、パイプベンダーで曲げられる場合がある。
- プラスチック板の曲げ
プラスチック板の曲げでは、加熱すると柔らかくなる種類の熱可塑性プラスチックの場合は、曲げ用の電気ヒータを利用して曲げるのが一般的。
- 安全上の注意
- 加熱をするので、やけどをしないように気をつける。
- ヒータの加熱部分に触らないようにすることと、電源を切ったあとも、しばらく熱いので気をつける。
- 火災事故を防ぐため、ヒータを使い終わったら、きちんと電源ケーブルを抜く。
- 使い方
1. 折り目にしたい部分をヒータの直線加熱部分に合わせると、加熱されて柔らかくなるので、他の作業台の隅で曲げる。加熱し過ぎると、溶けるので注意。
2. 曲げてから、冷えるまで待つか、ぬれた布で冷やす。
旋盤
[編集]
- 安全上の注意
旋盤(せんばん)は刃物を用いる自動機械なので、事故を起こすと、とても危険な事になる場合があります。 旋盤を用いる場合には、注意して利用してください。
- 旋盤を用いるときは、学校の技術科の先生の指示を聞いて利用してください。
- 使い方については中学校で配布される検定教科書を読むか、あるいは先生の指導を聞くなどしてください。